The characteristics and forming of electronic stamping parts
The characteristics and forming of electronic stamping parts
The china stamping factory determines the process plan of the meandering part is to determine the placement of the multi-process meandering process and the die layout of each process. To determine the meandering process plan reasonably, you must first master the commonly used meandering die layout and working principles, and then Determine the process plan and process placement according to the mold layout, working principles and characteristics.
Electronic stamping products have their weird characteristics in daily processing:
- 1. The number of processes in the processing of electronic stamping parts is related to the nature of the material, the drawing height, the drawing path, the diameter of the drawing, the thickness of the material and other premises;
- 2. The washing process of electronic stamping parts includes lye washing, solvent washing, surfactant washing and other chemical washing methods;
- 3. The adhesion between the plating layer of the electronic stamping parts and the substrate is the link to ensure the quality of the electroplating product. Before the electroplating of the substrate material, there will be various dirt on the surface, such as (cutting fluid, lubricating fluid, polishing paste, etc.). The cleanliness of the surface of the base material simply affects the adhesion of the electroplating layer, and the surface with greasy dirt must be washed.
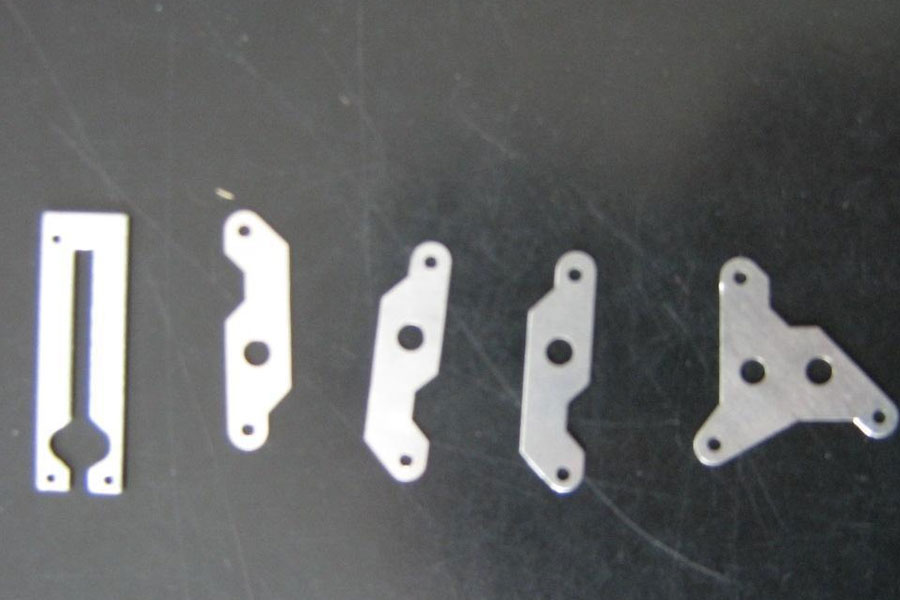
Electronic stamping parts are mostly used in multi-function digital or home appliances. Since the parts are relatively small, what should we pay attention to when forming?
- 1. The inner R circle in the forming position of electronic stamping parts should not be too large, because it will also be elastically deformed in addition to plastic deformation. If the inner R is large, the rebound will increase and cannot guarantee the consolidation of the forming angle;
- 2. The arc of the forming punch should not be too small. If the forming angle of the punch is small, it is easy to scratch the outside of the material. Generally, the soft material is very low as double T, and the hard material cannot be lower than 1.5-2T;
- 3. The forming straight side should not be too short. In order to ensure the relationship between the forming position and the angle of the electronic metal stamping parts, the forming straight section should be high, but the very low should not be less than 2T;
- 4. If the position of the forming and the hole is relatively close, in order to ensure that the hole is not easy to deform, but also to ensure the accuracy of the tube, although it must conform to the relationship between the formed fillet r and the plate thickness t (t<2, 1≥r+t; t≥2, 1≥r+2t)